

广州智有医疗科技有限公司

搜索



新闻 · 资讯

详情
医用气体紫铜管系统的充氮保护焊接流程 第一节 充氮保护焊的目的
第一节 充氮保护焊的目的
在铜制件的钎焊操作中,铜管内腔形成的氧化皮清除困难;如不清除铜管内腔的氧化皮,可能会导致供气系统的脏堵而影响系统的正常运行。
为此,需要在施工时施行氮气保护焊工艺。
第二节 管道系统的充氮保护焊接
一、钎焊作业
钎焊材料:必须使用硬钎焊。
钎焊的选用:紫铜+紫铜的钎料为BCu93P(GB 6418)磷铜焊条,无须钎剂。
气体助焊剂:可防止铜管表面氧化及有钎作用,推荐使用。
钎焊温度:820~860℃(铜管为浅红色)。
二、作业前的安全确认
-
制订《施工计划书》。
-
指定施工班组的负责人。
-
施工人员的点名和健康状态确认。
-
施工人员着装确认(安全帽、工作服装、安全袋、安全鞋等)。
-
对作业场所和作业环境的交底。
-
进行作业分工,对作业内容、方法及顺序进行交底。
-
对可能发生的如触电、火灾等事故进行应对交底,并制订危险情况应急预案。
-
指导施工人员正确使用各种施工机具器械。
-
使用明火时要提前开具动火证,并得到现场安全负责人的批准。
-
主动接受消防部门指导。
-
前一天收工后,以及当日上工前,都要清点工具。
三、注意事项
-
施工人员要持证上岗,要由取得资格的人员进行动火操作。
-
施工人员要穿戴好符合要求的工作服(最好是棉制)、安全鞋、安全帽、皮手套、防护眼镜、防尘口罩等。
-
一定要使用带回火防止阀的焊枪,确保安全。
-
注意不要被火焰和加热部件烫伤。
-
小心操作储气瓶,当心气体泄漏。
-
清理周围的可燃物,如不能搬走时,切实的做好防火处理(如用防火罩包住等)。
-
施工人员应多换气,以防吸入有害气体。
-
所有可能出现安全问题的地方都要采取预防措施。
-
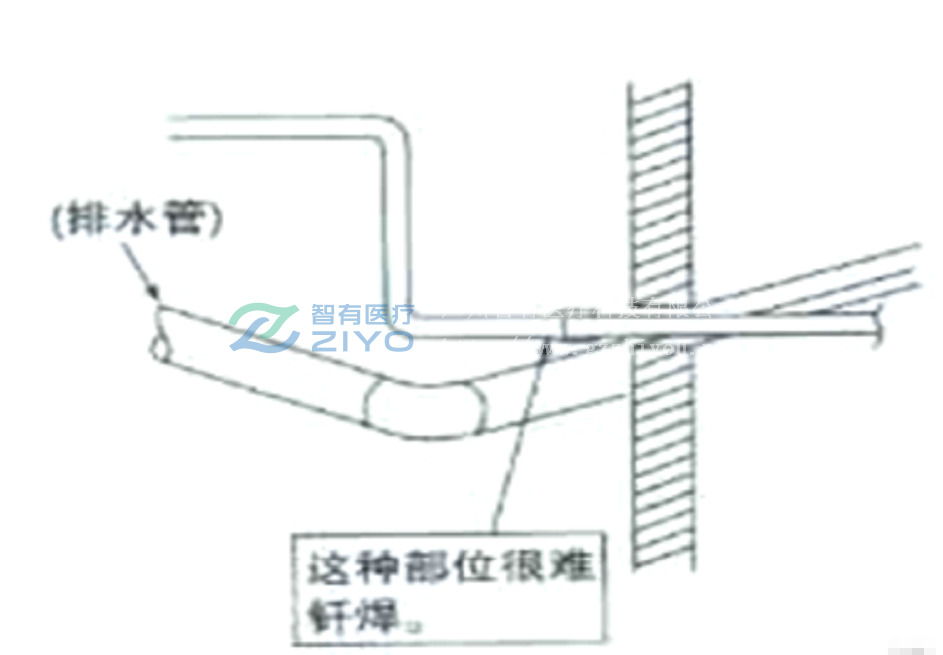
三通、管接、管堵等连接件的操作,应尽量在下面进行,高处作业难以掌握加热量,而且容易在焊接部位引起泄漏。
-
对于焊接困难的位置,可在下面预制一个组件再装上去(如下图)。
四、作业顺序(焊接作业基本流程)
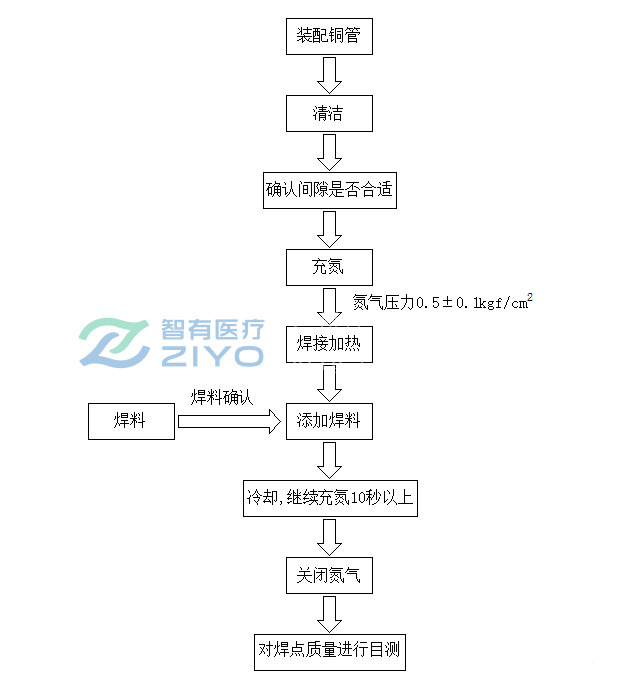
1.钎焊部位的清洁
磨光——磨去连接部的金属材料(去除氧化膜,可用无纺布、研磨布、砂纸)。
脱脂——如有油污的话,用丙酮或酒精溶剂进行脱脂处理。
吹扫——同时必须用0.8MPa(表压)的压缩空气进行吹扫。吹扫次数不应小于3次,直至无污物排出为止。
2.确认管与接头的间隙是否合适
将接头插入管子,然后朝下放一下,如果能靠摩擦力而不掉下则可认为是合适的。
3.充氮保护焊接
铜管在钎焊温度下表面氧化剧烈,为有效减少铜管内部氧化皮的产生,要求对铜管进行充氮保护。在铜管装配后,对铜管接头内部充氮。
3.1 充氮方法:
气压(相对压力)0.5±0.1kgf/cm2(即压力保持在0.04~0.06MPa之间),保证充入工件内的氮气流量为4~6L/min(手摸有气流的感觉)。保护气体的压力应根据钎焊环境的实际情况进行调整,确保钎焊铜管内腔处于氮气正压状态,同时又不影响钎焊熔池的冷凝成形。
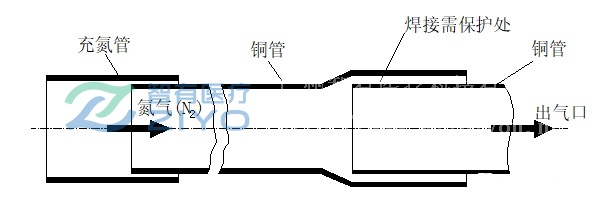
3.2 充氮的要点(见下图):
a.氮气钢瓶应直立固定可靠。
b.充氮时打开充气末端阀门,使氮气全部充入管内。
c.在管道进氮气的一端,用胶带进行临时密封,禁止氮气以外的其他气体进入管道;在氮气的出口处塞上医用棉,以增加管道内氮气的压力,既不让氮气过快流出,也不完全封死,保证管道内的压力略高于外界压力,防止空气从焊口缝隙进入管道;充氮过程要保证有效地排出空气,使氮气达到各焊接接头处。
d.连续充氮时一定要有出气口,否则在焊接时气体从接头间隙处逸出,使焊接填料困难,并易产生气孔。
3.3 焊接加热
a.钎焊为火焰硬钎焊,必须遵守有关安全操作规定。
b.加热前确认铜管内有氮气流过。
c.钎焊紫铜时,使用中性焰或轻微还原焰,一般采用外焰。铜管接头处加热应均匀,并注意根据管道的材料尺寸分配热量。一般先预热插入管道,使管道配合紧密;再沿接头长度方向来回摆动焊炬,使管道管件均匀加热到接近钎焊温度,然后环绕铜管加热至钎焊温度(铜管为浅红),同时钎料亦随之环绕加入,并均匀填满接头间隙,再慢慢移开焊炬,并继续加入少量钎料,形成光滑钎角。
d.加热时不能直接用火焰烧焊条,加热时间也不宜过久。
e.焊接时要注意控制好火焰方向,避开胶套管、海绵、电线等。
3.4 焊后处理(冷却)
a.充氮保护焊后的冷却应继续充氮至少10秒,直至温度冷却到常温后才可关闭氮气钢瓶阀门和减压阀;同时应注意氮气保护焊夹具的正确放置。
b.焊后在管内有氮气保护的条件下,可对接头处再次加热至铜管变色(200~300℃),即进行退火处理。
c.在焊缝完全凝固以前,不能移动焊件或使其受到震动。
d.对需要采用水冷的焊件,应防止水进入铜管内部,放置焊件时仍要避免铜管表面残留水分流入管内。
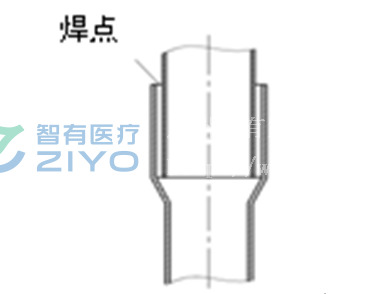
3.5 钎焊质量及检验
焊缝应表面光滑,填角均匀饱满,自然的圆弧过渡。钎焊接头无过烧、焊堵、裂纹、焊缝表面粗糙、烧穿等缺陷。焊缝无气孔、夹渣、未焊满、虚焊、焊瘤等缺陷。
五、其它
-
在下面钎焊时,可做一个简单的支撑平台(如利用2个梯子)。

2. 钎焊作业时,作业方向向下或横向时比较容易。若向上作业,则钎焊容易落下,需要较高的技术。
3. 焊接部位的冷却。为了防止后续作业时烫伤,一般可以用湿布等冷却焊接部位(湿布的含湿量应较低,以冷却焊接部位时不出现滴水为准,由于铜和焊材的收缩率不一样,以防过快的冷却而使钎焊处破裂)。
4. 完工后应检查以下内容:焊缝处没有气孔和缩孔;没有明显的“钎料下垂”现象。
第三节 管道系统的吹扫
在焊接完一段管路后,必须对管路进行吹扫。吹扫是指用氮气(或无油压缩空气)压力去除管内的外来物(灰尘、水份、焊接造成的氧化皮等),以保持管道系统的洁净。
一、吹扫的目的:
-
除去管内焊接时因充氮保护不足造成的氧化物。
-
除去因不当贮运而进入管内的杂质和水分。
-
检查管道系统的连接是否有大的泄漏。
二、吹扫的步骤:
-
将压力表装在氮气瓶上。
-
压力表高压端接上管子进气端。
-
用盲塞将不需吹扫的铜管接口处堵塞好。
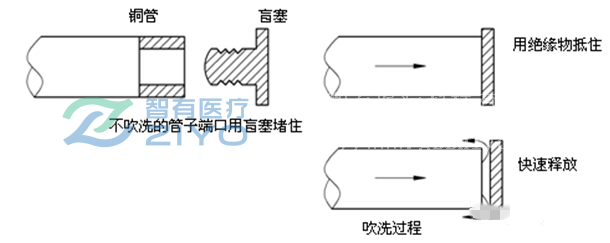
4. 打开氮气瓶阀,维持压力在28kgf/cm2。
5. 检查氮气是否流出排气口。
6. 吹扫。用手中的绝缘材料抵住管口,当压力大的无法抵住时,快速释放绝缘物。再用绝缘物抵住管口,如此反复几次,然后用贴有白纸的木板距排污口300~500mm处进行检查,以白纸上没有明显脏物,方为清洗干净。
7. 关闭氮气主阀。
8. 对其他需要吹扫的部位重复以上操作。
扫二维码用手机看
上一个:
无
下一个:
无
上一个:
无
下一个:
无
相关资讯


联系我们
地址:广州市越秀区天河路33号大院24号201房(部位:自编208)
电话:020-87345192
售后服务热线:400-1028-238
孙先生 18138763820 邮箱:18665363820@163.com
陈先生 13790152892 邮箱:787843475@qq.com

扫描预览

手机二维码
在线留言
客户留言
描述:
Copyright © 2021广州智有医疗科技有限公司版权所有 粤ICP备18039763号 网站建设:中企动力广州
 020-87345192
020-87345192

 在线留言
在线留言 